



Технологія алмазного дротяного різання також відома як технологія консолідаційного абразивного різання. Це використання методу гальванічного покриття або склеювання смолою, при якому алмазний абразив консолідується на поверхні сталевого дроту, алмазний дріт безпосередньо впливає на поверхню кремнієвого стрижня або кремнієвого злитка для шліфування та досягнення ефекту різання. Алмазне дротяне різання характеризується високою швидкістю різання, високою точністю різання та низькими втратами матеріалу.
Наразі ринок монокристалів для алмазного різання кремнієвих пластин повністю сприйняв цей ринок, але в процесі просування також виникла проблема оксамитового білого кольору, серед якої найпоширенішою є проблема оксамитового білого кольору. З огляду на це, у цій статті розглядається, як запобігти проблемі оксамитового білого кольору, отриманій алмазним дротом для різання монокристалічних кремнієвих пластин.
Процес очищення монокристалічної кремнієвої пластини алмазним дротом полягає у видаленні кремнієвої пластини, вирізаної дротяною пилкою, з смоляної пластини, видаленні гумової смужки та очищенні кремнієвої пластини. Обладнання для очищення в основному являє собою машину попереднього очищення (машину для видалення гуми) та очищувальну машину. Основний процес очищення машини попереднього очищення: подача-розпилення-розпилення-ультразвукове очищення-знегумування-промивання чистою водою-недоподача. Основний процес очищення машини для очищення: подача-промивання чистою водою-промивання чистою водою-лугове промивання-лугове промивання-промивання чистою водою-промивання чистою водою-попереднє зневоднення (повільне підняття)-сушіння-подача.
Принцип виготовлення монокристалічного оксамиту
Монокристалічна кремнієва пластина характеризується анізотропною корозією монокристалічної кремнієвої пластини. Принцип реакції полягає в наступному хімічному рівнянні:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
По суті, процес формування замші такий: розчин NaOH для різної швидкості корозії різної поверхні кристала, (100) швидкість поверхневої корозії ніж (111), тому (100) для монокристалічної кремнієвої пластини після анізотропної корозії, врешті-решт, на поверхні утворюється чотиригранний конус (111), а саме «пірамідальна» структура (як показано на рисунку 1). Після формування структури, коли світло падає на схил піраміди під певним кутом, воно відбивається на схил під іншим кутом, утворюючи вторинне або більше поглинання, тим самим зменшуючи відбивну здатність на поверхні кремнієвої пластини, тобто ефект пастки світла (див. рисунок 2). Чим кращий розмір і однорідність «пірамідальної» структури, тим помітніший ефект пастки, і тим нижча поверхнева емісія кремнієвої пластини.
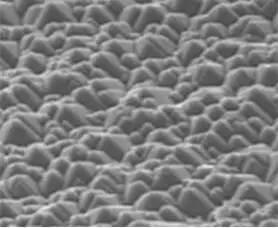
Рисунок 1: Мікроморфологія монокристалічної кремнієвої пластини після виробництва лугу
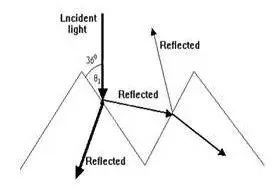
Рисунок 2: Принцип світлової пастки структури «піраміди»
Аналіз відбілювання монокристалів
За допомогою скануючого електронного мікроскопа на білій кремнієвій пластині було виявлено, що пірамідальна мікроструктура білої пластини в цій області практично не сформована, а поверхня, здається, має шар «воскоподібного» залишку, тоді як пірамідальна структура замші в білій області тієї ж кремнієвої пластини сформована краще (див. Рисунок 3). Якщо на поверхні монокристалічної кремнієвої пластини є залишки, поверхня матиме залишкову площу «пірамідальної» структури, розмір та однорідність утворення, а ефект нормальної області буде недостатнім, в результаті чого залишкова оксамитова поверхня матиме вищу відбивну здатність, ніж у нормальній області, а область з високою відбивною здатністю візуально відбивається як біла. Як видно з форми розподілу білої області, вона не має правильної або правильної форми на великій площі, а лише в локальних областях. Мабуть, локальні забруднювачі на поверхні кремнієвої пластини не були очищені, або стан поверхні кремнієвої пластини спричинений вторинним забрудненням.
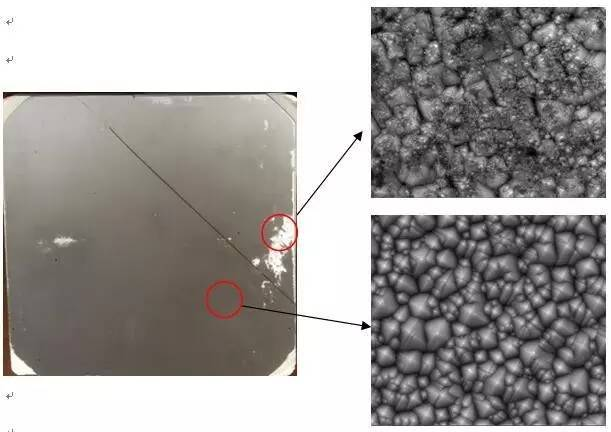
Рисунок 3: Порівняння регіональних відмінностей у мікроструктурі кремнієвих пластин оксамитово-білого кольору
Поверхня кремнієвої пластини, отриманої алмазним дротом, є більш гладкою, а пошкодження меншими (як показано на рисунку 4). Порівняно з кремнієвою пластиною, отриманою методом розчину, швидкість реакції лугу та поверхні кремнієвої пластини, отриманої методом розчину, нижча, ніж у випадку з монокристалічним кремнієм, отриманим методом розчину, тому вплив поверхневих залишків на оксамитовий ефект є більш очевидним.
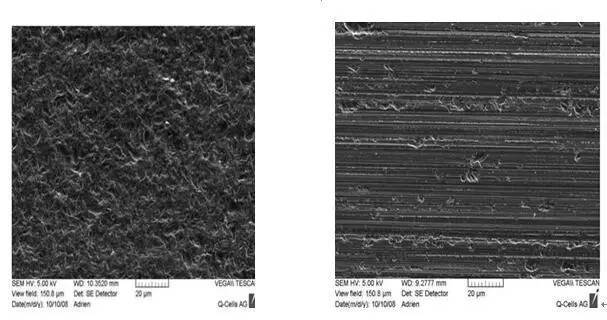
Рисунок 4: (A) Мікрофотографія поверхні кремнієвої пластини, розрізаної розчином (B) Мікрофотографія поверхні кремнієвої пластини, розрізаної алмазним дротом
Основне залишкове джерело поверхні кремнієвої пластини, різаної алмазним дротом
(1) Охолоджувальна рідина: основними компонентами охолоджувальної рідини для алмазного дроту є поверхнево-активні речовини, диспергатори, антипіногасники, вода та інші компоненти. Ріжуча рідина з відмінними характеристиками має хорошу здатність до суспензії, дисперсії та легкого очищення. Поверхнево-активні речовини зазвичай мають кращі гідрофільні властивості, що легко видаляється в процесі очищення кремнієвих пластин. Постійне перемішування та циркуляція цих добавок у воді призведе до утворення великої кількості піни, що призведе до зменшення потоку охолоджувальної рідини, що негативно впливає на ефективність охолодження, а також до серйозних проблем з піною та навіть переливом піни, що серйозно вплине на використання. Тому охолоджувальну рідину зазвичай використовують разом з піногасником. Для забезпечення піногасника традиційні силіконові та поліефірні речовини зазвичай мають низьку гідрофільність. Розчинник у воді дуже легко адсорбується та залишається на поверхні кремнієвої пластини під час подальшого очищення, що призводить до проблеми з білими плямами. Також він погано сумісний з основними компонентами охолоджувальної рідини, тому його необхідно розділити на два компоненти. Основні компоненти та піногасники додаються у воду. У процесі використання, залежно від стану піноутворення, неможливо кількісно контролювати використання та дозування піногасників. Це може легко призвести до передозування піногасників, що призводить до збільшення залишків на поверхні кремнієвої пластини. Також це незручніше в експлуатації. Однак через низьку ціну на сировину та піногасники більшість побутових охолоджувальних рідин використовують цю систему формул. Інші охолоджувальні рідини використовують новий піногасник, який добре сумісний з основними компонентами, не містить добавок, що дозволяє ефективно та кількісно контролювати його кількість, що дозволяє ефективно запобігати надмірному використанню. Ці вправи також дуже зручні у виконанні. За допомогою належного процесу очищення його залишки можна контролювати до дуже низького рівня. У Японії та деяких вітчизняних виробниках ця система формул застосовується. Однак через високу вартість сировини її цінова перевага не є очевидною.
(2) Версія з клеєм та смолою: на пізнішому етапі процесу різання алмазним дротом кремнієва пластина поблизу вхідного кінця вже прорізана, кремнієва пластина на вихідному кінці ще не прорізана, алмазний дріт, що був нарізаний раніше, вже починає різати гумовий шар та смоляну пластину. Оскільки кремнієвий стрижень-клей та смоляна пластина є продуктами з епоксидної смоли, їхня температура розм'якшення становить приблизно від 55 до 95 ℃. Якщо температура розм'якшення гумового шару або смоляної пластини низька, вони можуть легко нагріватися під час процесу різання, що призводить до їх розм'якшення та плавлення. Це може призвести до зниження ріжучої здатності алмазного дроту, або ж кремнієві пластини потрапляють у смолу, яку після кріплення дуже важко змити. Таке забруднення найчастіше виникає поблизу краю кремнієвої пластини.
(3) кремнієвий порошок: під час різання алмазним дротом утворюється багато кремнієвого порошку, і вміст порошку охолоджувальної рідини в розчині збільшується. Чим більший порошок, тим легше він прилипає до кремнієвої поверхні, а різання алмазним дротом кремнієвого порошку різного розміру призводить до його легшої адсорбції на кремнієвій поверхні, що ускладнює очищення. Тому слід забезпечити оновлення та якість охолоджувальної рідини та зменшити вміст порошку в ній.
(4) засіб для чищення: виробники алмазного дроту в основному використовують різання розчином одночасно, здебільшого попередньо промиваючи розчином, очищуючи та використовуючи засіб для чищення тощо. Технологія різання одним алмазним дротом утворює повний комплект ліній, охолоджуючу рідину та розчин для різання, тому відповідний процес очищення, дозування засобу для чищення, формула тощо повинні бути відповідним чином адаптовані до алмазного дроту. Засіб для чищення є важливим аспектом, оригінальна формула засобу для чищення є поверхнево-активною речовиною. Якщо лужність не підходить для очищення кремнієвої пластини алмазним дротом, слід враховувати склад та залишки цільового засобу для чищення поверхні кремнієвої пластини алмазним дротом. Як згадувалося вище, склад піногасника не потрібен для різання розчином.
(5) Вода: вода, що переливається після різання алмазним дротом, попереднього миття та очищення, містить домішки, які можуть адсорбуватися на поверхні кремнієвої пластини.
Зменште проблему створення білого оксамитового волосся, поради
(1) Використовувати охолоджувальну рідину з хорошою дисперсією, а також використовувати низькозалишковий піногасник для зменшення залишків компонентів охолоджувальної рідини на поверхні кремнієвої пластини;
(2) Використовуйте відповідний клей та смоляну пластину для зменшення забруднення кремнієвої пластини;
(3) Охолоджувальну рідину розбавляють чистою водою, щоб забезпечити відсутність легких залишкових домішок у використаній воді;
(4) Для поверхні кремнієвої пластини, різаної алмазним дротом, використовуйте більш підходящий засіб для чищення, що сприяє активності та очищувальному ефекту;
(5) Використовуйте систему онлайн-рекуперації охолоджувальної рідини Diamond Line для зменшення вмісту кремнієвого порошку в процесі різання, щоб ефективно контролювати залишки кремнієвого порошку на поверхні кремнієвої пластини. Водночас це також може покращити температуру води, потік та час попереднього промивання, щоб забезпечити своєчасне промивання кремнієвого порошку.
(6) Після розміщення кремнієвої пластини на столі для очищення, її необхідно негайно обробити та тримати кремнієву пластину вологою протягом усього процесу очищення.
(7) Кремнієва пластина утримує поверхню вологою в процесі видалення клею та не може висихати природним шляхом. (8) У процесі очищення кремнієвої пластини час перебування на повітрі можна максимально скоротити, щоб запобігти утворенню цвітіння на її поверхні.
(9) Персонал, що здійснює прибирання, не повинен безпосередньо торкатися поверхні кремнієвої пластини протягом усього процесу очищення та повинен носити гумові рукавички, щоб уникнути утворення відбитків пальців.
(10) У посиланні [2] на торці акумулятора використовується процес очищення перекисом водню H2O2 + лугом NaOH у співвідношенні об'ємів 1:26 (3% розчин NaOH), що може ефективно зменшити виникнення проблеми. Його принцип схожий на очищення розчином SC1 (широко відомий як рідина 1) напівпровідникової кремнієвої пластини. Його основний механізм: окислювальна плівка на поверхні кремнієвої пластини утворюється внаслідок окислення H2O2, яка кородує під дією NaOH, і окислення та корозія відбуваються повторно. Таким чином, частинки, прикріплені до кремнієвого порошку, смоли, металу тощо), також потрапляють у очищувальну рідину разом із шаром корозії; внаслідок окислення H2O2 органічна речовина на поверхні пластини розкладається на CO2, H2O та видаляється. Цей процес очищення виробники кремнієвих пластин використовують для обробки алмазного дроту для різання монокристалічних кремнієвих пластин, а також для масового використання кремнієвих пластин у вітчизняних, тайванських та інших виробників акумуляторів. Існують також виробники акумуляторів, які використовують подібний процес попереднього очищення оксамитовим кольором, що також ефективно контролює появу оксамитового білого кольору. Видно, що цей процес очищення додається до процесу очищення кремнієвої пластини для видалення залишків кремнієвої пластини, що ефективно вирішує проблему білого волосся на кінці акумулятора.
висновок
Наразі алмазне різання стало основною технологією обробки в галузі різання монокристалів, але в процесі просування проблема отримання білого оксамиту турбує виробників кремнієвих пластин та акумуляторів, що призводить до того, що виробники акумуляторів схильні до алмазного різання кремнієвих пластин, оскільки воно має певний опір. Шляхом порівняльного аналізу білої ділянки, вона головним чином спричинена залишками на поверхні кремнієвої пластини. Щоб краще запобігти проблемі кремнієвої пластини в елементі, у цій статті аналізуються можливі джерела забруднення поверхні кремнієвої пластини, а також пропозиції та заходи щодо покращення виробництва. Залежно від кількості, області та форми білих плям, можна проаналізувати причини та покращити їх. Особливо рекомендується використовувати процес очищення перекисом водню + лугом. Успішний досвід довів, що це може ефективно запобігти проблемі алмазного різання кремнієвих пластин, що призводить до відбілювання оксамиту, для довідки як галузевих експертів, так і виробників.
Час публікації: 30 травня 2024 р.